Surface treatment processes, including burnishing, deep rolling, shot peening, laser shock peening, and ultrasonic peening are commonly utilized to improve performance of a wide variety of commercial and aerospace products. Of all these methods, the deep rolling process is of interest because it can be customized according to part geometry and the required compressive residual stress profile that will enhance part fatigue life. Deep rolling is a modern mechanical surface treatment method in which the workpiece surface is exposed to high local mechanical load using a spherical or cylindrical type tool to induce work hardening and compressive residual stress in the near-surface material. Depending on the controlling parameters, this process alters the mechanical behavior of the material and enhances stability of the near-surface structure. Deep rolling has also been used to improve peak-to- peak value of surface roughness. Due to this benefit, deep rolling treatments are applied in many different fields. Applications of deep rolling treatment range from automotive/ aerospace components such as axles, shafts, complex blades, and landing gear, to medical applications of components such as artificial hip joints. For example, in automotive industries, fatigue damage typically occurs near crankshaft fillets due to the stress concentration, and deep rolling has been applied to the crankshaft or shaft fillets to enhance fatigue life. In aerospace industries, the initiation and early growth of fatigue cracks, especially in the presence of foreign-object damage in the turbine engine components, is one of the most critical challenges.
Due to the system rigidity, conventional machining/CNC platforms are utilized in current practice. The CNC systems are typically expensive with low throughput. Furthermore, many CNC machining platforms are not designed to accommodate the high spindle loads required for rolling/burnishing, resulting in the need for more costly, custom platforms for rolling applications. Large robotic systems could provide an excellent alternative to traditional CNC platforms. In particular, robotic automation of deep rolling is expected to provide the following benefits:
- CNC machines are expensive. Robotic automation will reduce costs while improving throughput and process flexibility to accommodate a wide range of parts.
- Large industrial robots can accommodate heavy loads, while eliminating work-envelope and motion constraints. CNC machines often fail to accommodate hard-to-reach spots like corners, square-bottomed areas, and complex curvatures.
- Deep rolling often requires a smooth transition of forces around different geometries or segments of the part, which, unlike CNC machines, can be easily obtained by a flexible robotic system.
While industrial robots have a number of advantages, they can result in inaccuracies and deviations from programmed toolpath due to compliance in the system, contrary to CNC machines which are typically rigid and very accurate (within micrometers). These pose a significant barrier to the adoption of robotic technologies in deep rolling and other surface treatment processes.
This project aims to relax the barrier to entry for industrial robotic surface treatment processes by improving robot accuracy while retaining the benefits, such as flexibility, low-cost, etc., that an industrial robot can provide to the end user. Fortunately, robot accuracy has been improving recently and can be calibrated to improve repeatability. Since the calibration is done by the end user, robotic accuracy tends to vary, while robotic vendors focus more on repeatability rather than improving accuracy. Increased adoption of robotic technologies can be achieved by enabling the end users with tools to achieve a desired accuracy for a given process.
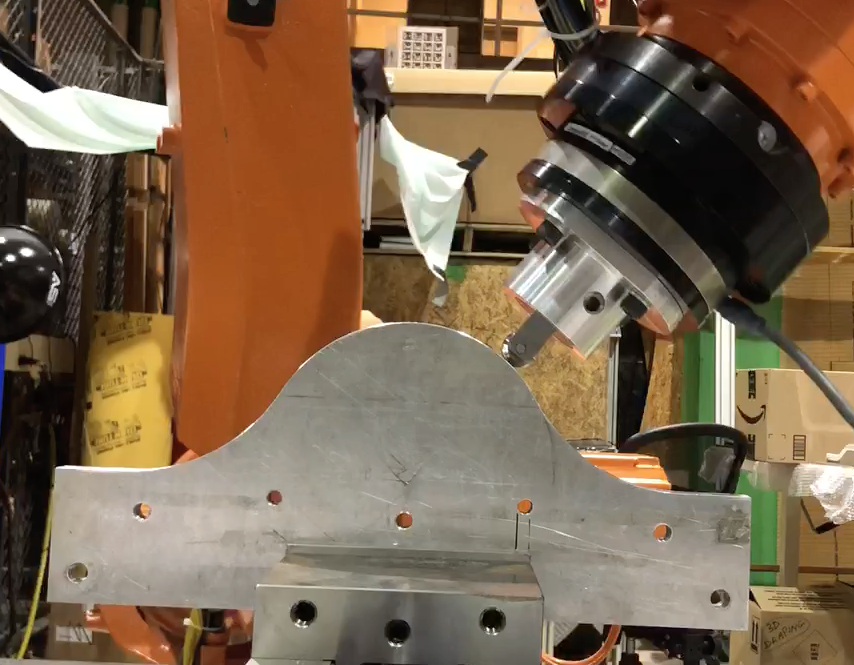
The project has concluded with a demonstration of a closed-loop robotic deep rolling process on simple flat coupons and part representative curved coupons. The closed-loop process will be benchmarked against an offline programmed, open-loop robotic deep rolling process and also against commercially available ABB force control package. The success of the project is evaluated by comparing surface roughness and residual stress of rolled surfaces via the closed-loop approach and (i) the offline programmed approach, and (ii) ABB force control. The target for closed-loop robotic deep rolling is to maintain desired residual stress and enhanced fatigue life by 7x-18x, which is based on experimental results from traditionally deep rolled coupons (via CNC machine), demonstrated at RTRC.
The project delivers valuable and transferrable technical developments, including toolchain for physics-driven decision capability for manufacturing processes, motion and force control techniques, and iterative learning for refinement of repeated processes. Note that the motion and force control techniques with iterative refinement developed in this project are process agnostic and can be readily implemented with other robotic processes. The success of this project will act as a gateway to follow-on efforts involving production advancement and commercialization so that all ARM members can adopt and benefit from the system.
Project Video: https://youtu.be/xPlDzKffMt0
Advanced Control for Robotics Surface Treatment
Surface treatment processes, including burnishing, deep rolling, shot peening, laser shock peening, and ultrasonic peening are commonly utilized to improve performance of a wide variety of commercial and aerospace products. Of all these methods, the deep rolling process is of interest because it can be customized according to part geometry and the required compressive residual stress profile that will enhance part fatigue life. Due to the system rigidity, conventional machining/CNC platforms are utilized in current practice. The CNC systems are typically expensive with low throughput. Furthermore, many CNC machining platforms are not designed to accommodate the high spindle loads required for rolling/burnishing, resulting in the need for more costly, custom platforms for rolling applications. Large robotic systems could provide an excellent alternative to traditional CNC platforms. While industrial robots have a number of advantages, they can result in inaccuracies and deviations from programmed toolpath due to compliance in the system, contrary to CNC machines which are typically rigid and very accurate (within micrometers). These pose a significant barrier to the adoption of robotic technologies in deep rolling and other surface treatment processes. This project aims to apply, demonstrate, and evaluate compliance force control and iterative learning control (ILC) for roller peening/burnishing using an industrial robot equipped with a roller end effector and force/torque sensor.